
Glycol Dehydration Process Description
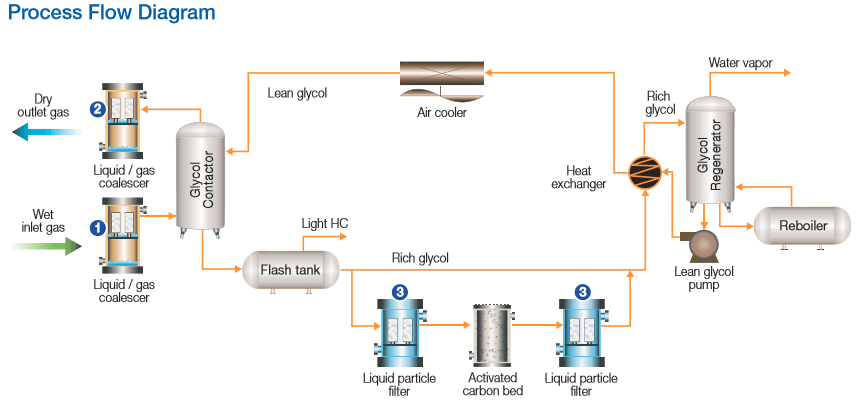
Glycol dehydration processes utilize glycol solvents to remove water from wet natural gas in order to meet pipeline quality specifications or condition the gas for condensate liquids removal. The wet gas is contacted with lean glycol in the contactor tower. The rich glycol then flows to a regenerator, where heat separates the glycol and the water, regenerating the glycol for re-use. The water vapor exits the top of the regenerator to atmosphere while the lean glycol is recirculated back to the contactor in a recirculating loop.
Glycol Dehydration Plant Needs
- Achieve or exceed natural gas production quotas via reliable treatment of wet gases
- Maintain process reliability for consistency of production and minimization of downtime
- Provide consistent on-spec sales gas quality for water content
- Minimize operating and maintenance costs due to fouling and corrosion
Challenges in the Glycol Dehydration Process & Pall Solutions
| Glycol Dehydration Challenge | Pall Solution |
|---|---|
| Improve your dehydration productivity and reliability with effective liquid and solid removal upstream of the contactor to protect the glycol loop from foaming and fouling.
|
| Reduce the gaps in productivity, reliability and gas water content through effective solids control in the glycol loop.
|
Glycol Dehydration Unit Process Flow Diagram
Key Application/Filter Recommendations (other applications not shown)
| Application | Pall Products | Customer Benefits |
|---|---|---|
Contactor inlet coalescer | Productivity, reliability and on-spec water content via maintained glycol loop efficiency | |
Contactor outlet coalescer | Downstream process reliability by elimination of glycol carryover | |
Glycol filter | Productivity, reliability and on-spec water content via maintained glycol loop efficiency |
For more information on improving the efficiency of your processes, contact our team of filtration experts.

-
Glycol Dehydration
Download:
Our Products
Leading the Industry with product solutions that fit your customers needs.