How Fermentation Powers Modern Food and Feed Ingredient Manufacturing?
Many of today’s food and feed ingredients, including amino acids, acidulants, vitamins and yeast extract, as well as food processing aids such as enzymes, are produced by biotechnological processes, with fermentation as the basis of their production. After fermentation, important steps of extracting and purifying the metabolites of interest follow. The first step is fermentation broth clarification to remove spent cells and other suspended solids from fermenter contents.
Producers of bulk food and feed ingredients such as amino acids, organic acids and vitamins use fermentation as the basis of their production. Modern industrial biotechnological processes use carefully selected and purified microbial cell cultures to produce an ever-increasing variety of ingredients and increase productivity.
How Microorganisms Drive Food Ingredient Production through Fermentation?
During fermentation, the microorganisms multiply in industrial bioreactors, utilizing a carbohydrate source for energy. The course of microbial growth progresses under well-controlled aeration conditions, agitation rate, temperature, pH and other parameters. Fermentation can last from a few hours to several days. The metabolic end products produced by the microorganisms are the basis for many ingredients used today.
Advanced Clarification Techniques for Maximizing Yield Post-Fermentation
After fermentation, important steps of extracting and purifying the metabolites of interest from the cell mass follow. The first step is primary broth clarification to remove the spent cells and other suspended solids from the fermenter contents. Primary broth clarification is carried out by a variety of methods ranging from centrifugation to filtration. Today’s ingredient manufacturers are looking for the most cost-effective clarification solutions that will provide the highest product quality and maximum yield while ensuring process safety and minimizing waste volumes.
To address these requirements, Pall offers crossflow filtration systems utilizing Membralox® ceramic membranes. These systems offer unique benefits, including defined performance, reduced contamination risk due to enclosed systems, high metabolite extraction yields and waste minimization.
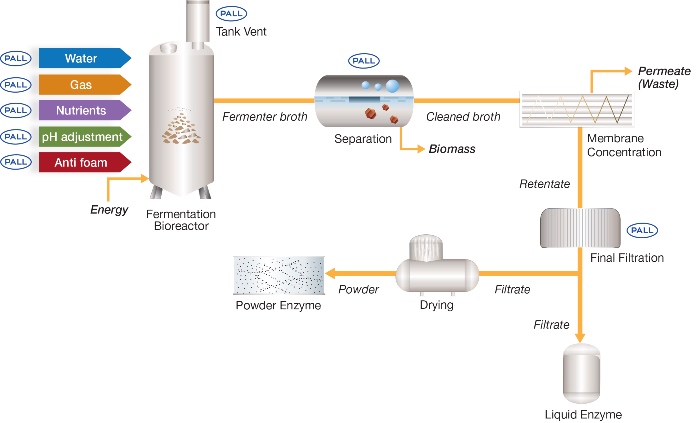
Process Flow Diagram of Fermentation Broth Clarification:
Speak to one of our experts to discover the right filtration solution for your needs.
