Food Spoilage Bacteria Reduction or Removal
Final membrane filters, used to reduce or remove food spoilage bacteria, are made from membranes and associated with a specific integrity test value.
While filter membranes are often thought of as simple sieves or screens, they are actually complex matrices that create convoluted and torturous pathways to entrap particles or food spoilage bacteria or microorganisms. In simple terms, under a microscope, instead of resembling a screen, a food spoilage bacteria reducing membrane looks more like a sponge.
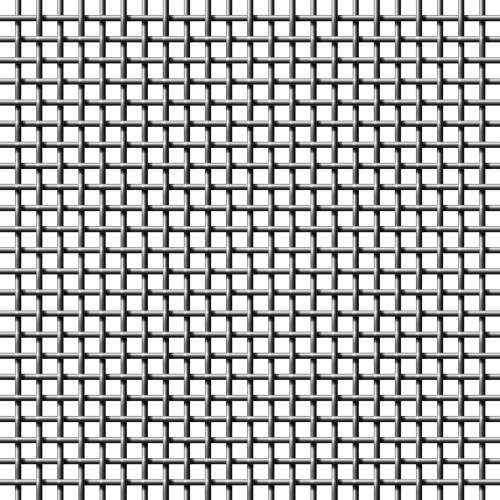
a) Close up of a sieve, and how filter membranes are often thought of
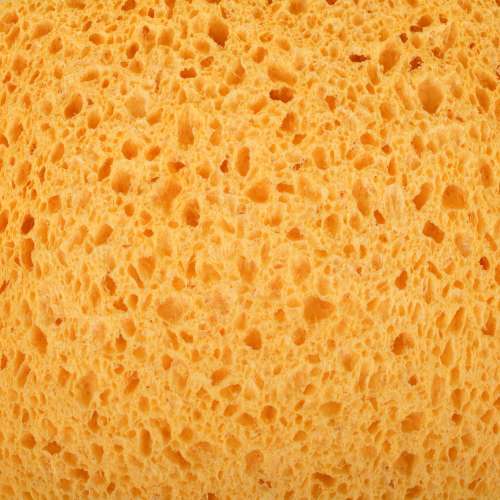
b) Close up of a sponge, a much better analogy of what a microbial reducing membrane looks like under a microscope
How are the food spoilage bacteria removal capabilities of a filter determined?
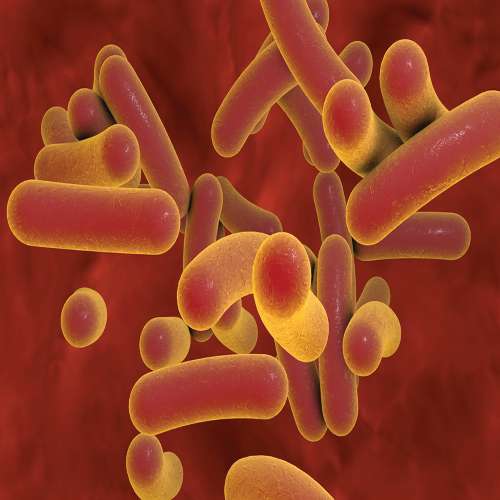
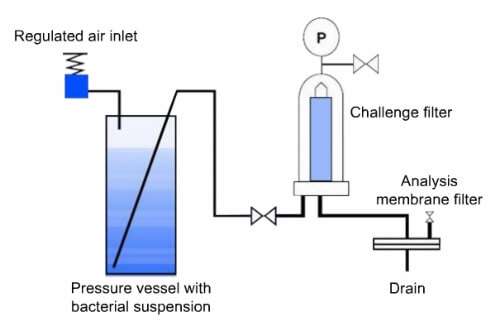
Typically by performing a bacterial challenge test. A bacterial challenge test is the process of validating a final membrane filter. It is a test that essentially exposes the final membrane filter assembly to a known suspension of a model microorganism (one that resembles common food spoilage bacteria).
Some of the typical microorganisms used in a bacterial challenge test for the food and beverage market are:
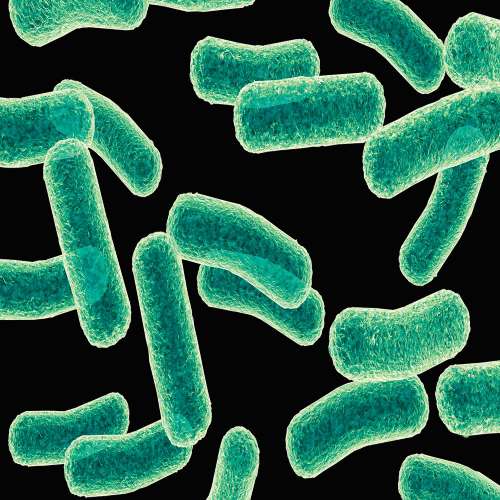
Brevundimonas diminuta
0.2μm
Serratia marcescens
0.45μm

Saccharomyces cerevisiae
0.5μm
The microbial removal rating of a final membrane filter is related to the average cross section of the microorganism it is being challenged with.
Filters are Qualified Under Controlled Conditions with Model Organisms
- A known number of microorganisms, in a solution, is pumped through a membrane filter.
- After the solution passes through the membrane filter, a sample is collected in an analysis membrane or disc.
- Then, the number of colonies in the analysis disc is recorded.
- Finally, the number of microorganisms, before and after filtration, is compared and the results can be expressed using the following terminology:
a. Titer Reduction = Number of microorganisms before filtration, divided by the number of microorganisms after filtration
b. LRV = This is a mathematical conversion (of a more complex number into a simpler number) of the Titer Reduction.
c. Microbial Removal Efficiency = What percentage of all microorganisms passing though the membrane filter will be retained (or filtered)
d. Probability = What is the probability that 1 cell, of the model microorganism, will pass through the membrane (or not filtered)
All of the above expressions are used to describe how good a final membrane filter is at removing a specific microorganism, or food spoilage bacteria, from a solution. They all mean the same, but are expressed differently.
For example, if a final membrane filter is described with the expressions below, it can be interpreted in “ common language” as follows:
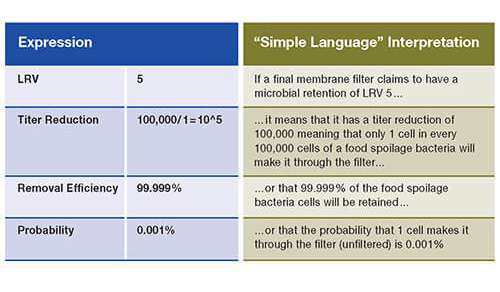
What does this mean to you as a food & beverage processor and to your customers?
It means that when you are shopping for a final membrane filter to help you control and remove food spoilage bacteria in your product, you can compare filters in the market based on their retention capabilities; regardless of how these are communicated or claimed. It is a way to compare “like-to-like”. This is very important because the bacterial retention differences can be significant, even if on the surface it does not appear that way.
For example, let’s say that you are comparing final membrane filters X vs. Y. Let’s assume that everything between filter X and Y is exactly the same, except for their LRV’s. Filter X claims to have a spoilage bacterial retention expressed as LRV5 vs. that of filter Y of LRV8.
The question you should ask yourself is, is this significant? Well, let’s translate the bacterial retention claims into simpler language:

From a food safety perspective, the above means that contamination using filter X (0.001% probability of contamination) is 1000 times more likely than if you use filter Y (0.000001% probability of contamination).
If we further simplify this comparison, suppose that you fill 1 million bottles of your best selling beer after filtering with filter X, then 1000 of them will show spoilage contamination.
Whereas if you fill the same 1 million bottles of the same product after filtering with filter Y, then only 1 bottle will show contamination!
Membrane filters can provide microbial reduction or provide sterile effluent depending on customer requirements and application.
The main objective of a microbial retention membrane filter, also known as final membrane filters, is to reduce or eliminate the presence of a certain microorganism that may be present in the effluent of a product; more importantly for the food industry, spoilage bacteria.
Failing to do so may result in spoilage of the final product, therefore reducing its claimed shelf life, causing consumer complaints or even costly recalls.
So how do you know if a filter is performing as it should? You can determine a filter’s actual efficacy by performing an Integrity Test with an Integrity Test Device such as Pall’s Compact Touch.