Breweries using Pall’s KerafluxTM Tangential Flow Filtration (TFF) technology increase yield and reduce waste streams
Overview
Up to 80% of the extract contained in the surplus yeast that collects at the bottom of tanks after fermentation and maturation can now be recovered rather than disposed of. Beer can be recovered and blended back into the brewing process at a ratio of up to 5% without negatively influencing the beer quality, increasing the yield and reducing the total beer volume needing to be produced. This represents a lower CO2 footprint, reduced water usage, and a lowering of production costs, plus the minimized waste stream reduces disposal costs and ensures a lower level of BOD’s and COD’s are returned back into the environment.
High quality yeast (accrued as a byproduct of beer recovery) can be recovered and sold to other industries such as the cosmetic, pharmaceutical or animal feed industries. The benefits of recovery result in increased brewery profitability, lower environmental impact, reduced use of valuable resources and a very short and attractive ROI on the equipment used to achieve it.
The Challenge
A brewery with an annual production capacity of 4,000,000 hl wanted to reduce production costs. A volume of approximately 500 hl of surplus yeast collected per day at the bottom of the tanks after fermentation and maturation. With 250 production days per year this equated to a total volume of 125,000 hl, equivalent to more than 3% of the brewery’s annual beer production. If recovered this yeast beer mixture offered the potential to increase the yield and reduce the overall production costs. An additional target benefit for the brewery was to reduce the burden on the environment and save valuable resources.
The Solution
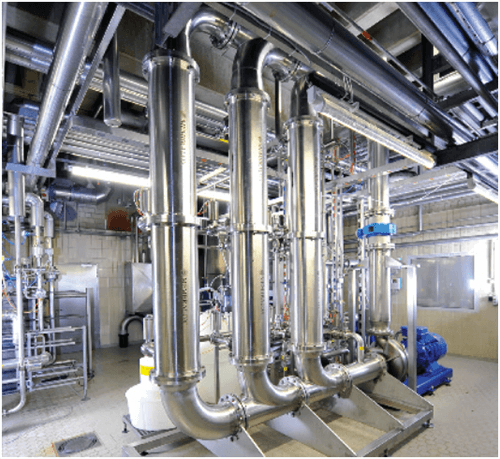
Pall installed a Keraflux-TFF (Tangential Flow Filtration) System for yeast management using 3 x 2 Membralox® HCB series multi-channel ceramic membranes. The surplus yeast from production had an average ratio of 50% fermentation yeast to 50% maturation yeast. Approximately 500 hl of the mixture was held in a 1,200 hl tank, having a dry matter of approx. 11% and an extract of approx. 11.5 ° Plato, cooled to 5 °C and stored under CO2 pressure of 1.2 bar. To recover the beer the mixture was fed into the Keraflux TFF system at a constant flow at 9 °C, controlled by a chiller.
For increased energy efficiency the pumps were frequency controlled, starting at approximately 50% of the maximum frequency. Filtration stops when the filtrate flux falls below 50% of the initial flow of 15 hl/h or if the dry matter reaches a value between 17% and 20%, which is yeast specific. Usually filtration stops by reaching the dry matter concentration. The flux is mostly constant due to the high degree of automation and control mechanisms. During the complete filtration process neither intermediate cleaning nor back flushing is necessary. Each filtration cycle lasts about 21 hours after which time a 2 hour cleaning process takes place (Includes one step: NaOH of 80 °C and a concentration of 2 - 3%). An additional weekly clean with 1% HNO3 and 0.5% membrane cleaner is also conducted.
Beer recovery process
In a detailed example, 472 hl yeast beer mix with an initial dry matter of 10.8 % was filtered. 252 hl of beer was recovered from this mixture and blended back into the production process. The high quality of the recovered beer allows it to be blended directly back into the process without further filtration. When using other technologies such as centrifuges for beer recovery, the beer has to be blended back into the process prior to fermentation. For optimal utilization of this technology the beer should be blended back into the process as late as possible.
As a byproduct of the beer recovery, 220 hl of high quality yeast with a dry matter of 17.5% was recovered. This value was consciously chosen by the brewery as the yeast should be in a good condition to be pumped. The target was to reach values above 16% dry matter and a beer quality turbidity value below 0.7 EBC at 90 °. One hl of recovered beer is calculated by the brewery to be worth 10€. With an average 250 hl of beer recovered per day operating 250 production days per year, the brewery can recover 62,500 hl beer; a cost benefit of 625,000€ per year. Under these brewery specific circumstances this resulted in a very attractive ROI of 1.2 years. As the system is fully automated, no additional operators were employed. The system fully satisfies the customer requirements and helps him increase the yield and reduce his environmental impact.
Another brewery with the same process optimization intentions used high gravity brewing enabling Pall to use diafiltration to increase the yield of the overall process. Diafiltration is the process of adding water to the surplus yeast to increase extract and alcohol recovery by a wash out effect. The advantage of this method is that it achieves a high recovery rate. The whole process follows a fully automated procedure.
Separation starts without adding water until the dry matter is at 14% when diafiltration begins. The whole process is controlled by the measurement of the ° Plato and ends at a defined brewery specific value. Using diafiltration the yield can be increased up to 80%. The aim of this brewery was to reduce the yeast levels and to recover more beer. In a detailed example, 460 hl of yeast beer mix with 15.5° Plato were filtered. With diafiltration and the wash out effect by adding water, 564 hl with 10.1 ° Plato could be recovered, equivalent to an extract yield of 80%.
The Benefits
Using the Keraflux-TFF System for yeast management, breweries can significantly reduce their processing costs, use less resources such as water and lower their overall impact on the environment. The examples given above showed the following benefits:
- Up to 80% extract recovery
- High quality beer for back blending prior to filtration
- Turbidity of recovered beer at 90° below 0.7 EBC
- Reduction of total production volumes by 1.6%
- Reduced CO2 and water footprint
- Reduced waste stream
- Reduced disposal costs
- Reduced BOD’s and COD’s returned to the environment
- High quality yeast for sale with 17.5% dry matter
- Attractive equipment ROI of 1.2 years
Food and Water Contact Use
Please contact Pall Corporation for product applicability to specific National legislation and Regional regulatory requirements for food and water contact use.
About Pall Corporation
Pall Corporation is the largest and most diverse filtration, separation, and purification company in the world. Pall serves the food and beverage industries with advanced membrane filtration technology and systems engineered for reliability and cost-effectiveness. Easy to install and simple to use, our systems satisfy a wide range of filtration requirements. Our Total Fluid Management approach offers customers solutions to address the needs of an entire process, encompassing filtration products, services, systems and training.