Challenge: When Solids Disrupt the Amine Loop
A large Middle East refinery was operating a major amine sweetening unit with an inventory of 3000 m³. The lean solvent filtration flow rate across the existing housing was 200 m³/h. The 36 inch filter vessel used three large diameter cartridges rated at 5 μm, but with no stated removal efficiency and no requirement for removal below 10 ppm.
Operators faced recurring problems:
- Inconsistent solids removal
- Foaming and fouling episodes
- Solvent discoloration (black or dark appearance)
- Frequent filter changeouts
- Weekly fouling of the system
Best practice for amine sweetening recommends absolute rated filtration, as commodity, nominal rated filters provide an uncontrolled and unpredictable removal performance. The existing filter setup was unable to control the fine particulates that were contributing to system instability.
Investigation: Tracing the Source of Foaming and Fouling
A detailed review of the filtration loop showed that the filters were not meeting the needs of the amine system. Solids were bypassing the existing cartridges, contributing directly to:
- Increased foaming in the AGRU
- Solvent contamination leading to off spec TSS levels
- Reduced capacity and production slowdowns
- Frequent operational interruptions
To restore performance, the refinery needed a filtration approach that could deliver consistent, predictable solids removal, particularly at the fine particle sizes common in amine systems.

Solution: Upgrading to Absolute Rated Filtration
Pall Corporation recommended retrofitting the existing housing with absolute rated filter cartridges to gradually clean up the solvent loop while keeping the same installation footprint.
Pall designed and manufactured adaptor cages that allowed the refinery to install standard Pall absolute rated cartridges into the existing filter housing.
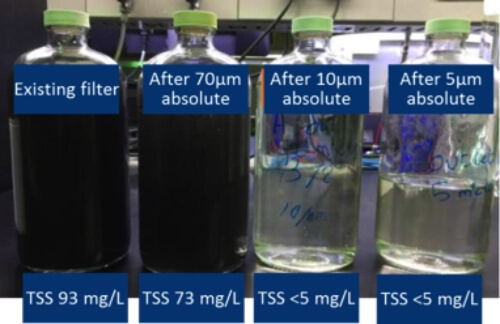
Early trials using 70 μm, 10 μm, and 5 μm absolute rated elements demonstrated a clear improvement:
- Solvent quality improved significantly
- The normally black solvent became clear and colorless
- TSS dropped to below the refinery’s specification level of 5 mg/L
The 70 μm absolute filter alone outperformed the existing nominal 5 μm rated elements, showing the benefits of true, absolute filtration.
Implementation: Cleaning Up the Contaminated Amine Circuit
To achieve full cleanup, the refinery installed multiple sets of absolute rated cartridges (100 μm down to 1 μm). Over an 8 week cleaning period, solids levels in the amine loop steadily decreased.
The plant experienced:
- Restoration of normal operations
- Stabilized solvent quality
- Elimination of foaming events
- Stopped unplanned interruptions
- Weekly filter changeouts maintained, but with far more predictable results
Importantly, the retrofit required no additional CapEx related to housing upgrades. Only the filter elements needed replacement.
Results: Clearer Solvent and More Reliable Operation
The filtration upgrade proved highly cost effective:
- Solvent TSS reduced to < 5 mg/L
- System stability restored
- Foaming incidents eliminated
- Production normalized
- Annual savings estimated at $470,000, driven by improved uptime and filter performance
- Payback period: less than one month
The site now maintains solvent quality around 7 mg/L TSS, with consistent weekly filter changes.
Best Practice: Why Absolute Rated Filters Perform Better
For predictable performance in amine sweetening, Pall recommends:
- Using absolute rated filters at 10 μm or below
- Selecting filters with 99.98% removal efficiency (β = 5000)
- Targeting a solvent solids content of 3–5 ppm
Absolute rated filters provide repeatable, validated performance, unlike commodity filters that rely on nominal micron ratings with no controlled efficiency.
Technology: Ultipleat™ High Flow Filters for Solids Control
Learn how simple changes in the filtration configuration can help ensure efficient and consistent solids removal in amine sweetening systems.

Contact us on the form provided to discover how we can support you with your specific challenges.
Contact our experts to discuss your options for rapid deployment.